我公司新研制的V法造型线机械手自动翻合箱机
于2014年4月在徐州冠华机械集团公司一次调试成功
沛县东明铸造有限公司制造安装的10t/h外水冷两班制冲天炉两台套及V法造型线
一、简述
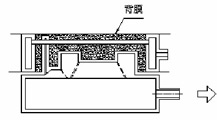
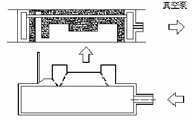
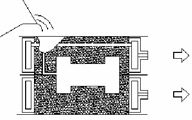
V法造型(Vacuum Process Moulding)又名真空密封造型。
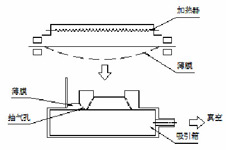
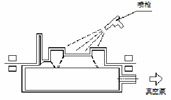
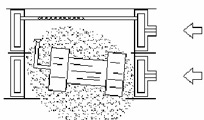
将干燥原砂(不加粘接剂,无需混制)填入砂箱内。两端用塑料薄膜覆盖密封,然后自砂箱内抽出空气,在一定的真空度下砂粒之间失去相对运动,从而形成铸型。这是一种国际上公认的^先进的物理造型方法。
七十年代,日本发明该项技术,并很快转化为规模生产,引起国际铸造界极大反响,纷纷开发研究。我国八十年代开拓引进该项技术和设备,同时上海、武汉、北京、沈阳、合肥的铸造界科技人员均各自着手研制生产及试验工装设备。目前国内已拥引进及自制V法铸造生产线约七十多条(简易V法线除外),成批生产配重块、浴盆、阀体、车轿、轮毂、减速箱体、机床……等各种铸件。
V法铸造可以适用于铸钢、铸铁、有色金属等各种材质的铸件。它以尺寸精度高、表面粗糙度低、铸造缺陷少、操作简便、成本低廉、型砂无需混制等优点越来越受到国内铸造行业青睐。
我公司于89年与原合肥叉车厂合作,根据引进的日本新东V法生产线,研制、开发并生产安装了国内第一条用于生产叉车平衡块的V法生产线(包括二工位转台式造型机组,砂处理冷却线,双壁抽真空专用砂箱等,这条线投产20年来一直正常生产至今)。20年来,我厂已成功地为国内卫浴,各种配重及平衡重等行业提供了转台式、小车式造型线近170条,砂处理冷却线180多条。如日本TOTO(南京公司)、TCM(合肥公司)、合力股份、徐州冠华(中件线、大件线各一条)、徐州胜海(中件线、大件线各一条)、沧州中德铸业(中件线、大件线各一条)、廊坊欧珑(大、中、小件线各一条)、山西华翔、合肥强力、河北鹿源铸业、宝鸡超顺、徐州东明铸造、晋江中德顺、厦门东孚铸造、柳州金特、襄樊金耐特、宁夏金海玉隆等厂家和公司。实践证明,这些造型线和砂处理冷却线,均达到甚至超过了引进的日本新东线,是目前国内在V法铸造工艺,成套设备研制、开发早;技术完善、先进;成套性强;质量稳定可靠;服务好;用户多;评价高;市场占有率大的供货商。已形成为用户提供技术咨询、工艺布置、成套设备的设计、制造、安装、调试等工程交钥匙服务。欢迎有关^和广大用户商洽、研讨,携手合作。
二、V法造型工艺原理
|
1、模型及薄膜加热 |
|

三、V法铸造的工艺特点及铸件质量
1、工艺特点
(1)型砂,一般采用干燥石英砂,不加粘接剂,不需混碾,故无需湿法铸造用的型砂、混制、磁选、松砂等设备。
(2)铸型在适当的真空度下,砂的紧实度及表面硬度都高于多触头高压造型。故能保证铸件有高的尺寸精度。
(3)型腔采用塑料薄膜成型,故铁水流动性较好,能保证铸件薄壁处形状^,铸件表面质量高。
(4)允许采用木模,金属模或合成树脂模,要注意模型的中空结构及强度,木料要干燥,并根据模型形状开通足够的小抽气孔,以保证薄膜成型。对于高度不大的垂直面,无需考虑拔膜斜度。
(5)浇注系统一般可采用敞开式,有档渣,敞渣措施,因塑料薄膜为热塑性塑料,不宜长时间受高温铁水烘烤,故浇注速度宜快些且不允许断流。
(6)铁水在铸型中冷却,开始瞬间较快,以后全靠铸件本身传热,冷却较慢,故为铸铁件则硬度略低,抗拉强度提高,白口倾向小,但薄壁铸件冷却速度高于湿法铸造。
(7)对砂芯无特殊要求,但要上好耐火涂料。砂芯数量越少越好,由于塑料薄膜成型性能好,有些铸件上的孔凹槽等可不要下芯而直接吸附成型。
(8)真空度可分为高、低两种,造型及浇注时一定要保证足够高真空度,浇注完毕后至开箱前可以采用低真空度。
(9)V法铸造真空泵有噪音,造型及开箱、砂处理等工序有粉尘,应采取环境保护措施。
(10)开箱、砂处理及铸件清理工序均比湿法铸造简化,设备投资也较省。
2、V法铸造的产品质量
(1)铸造表面光洁、平整、轮廓清晰、锐角及凸台部位充填饱满,用以铸造工艺品,则线条及细部清楚、明白、可与原型一致。
表面粗糙度(GB6060.1—85)
铸钢件及铸铁厚大件 Ra25-50μm
铸铁中小件、有色金属铸件 Ra6.3-25μm
(2)铸件尺寸准确,有利于少无切削加工,相应地铸件重量精度也高。
铸件尺寸公差(GB6414—86)
V法铸造 CT 7—9
手工砂型 CT 11—13
铸件重量公差 (GB/T 11351—89) MT 7—9
(3)铸件基本上消除因型腔表面问题产生气孔、砂眼、粘砂、多肉等一般砂型铸造常见的缺陷。
(4)当前我国已能用V法铸造生产薄壁件(如浴盆δ=5-6mm),厚大件(如配重,压模δ=300-400mm,重量在几十公斤至几十吨)。细长件(如道叉,长约5-6m)及异形件(如泵壳,叶轮等),但不适合铸造内腔形状复杂,坭芯过多及重量太轻的铸件。
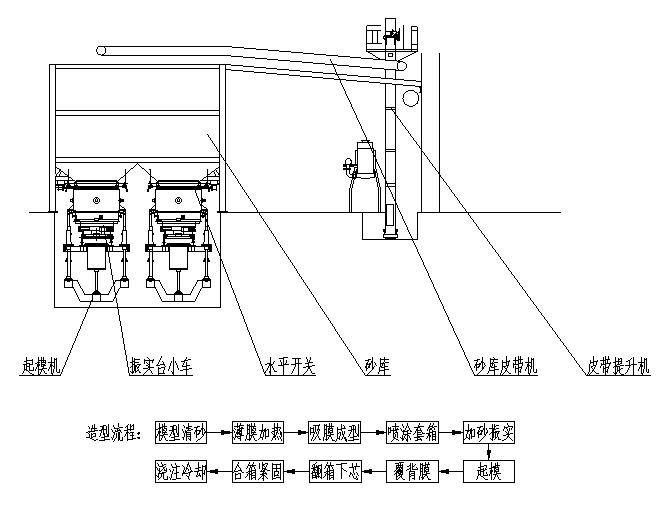
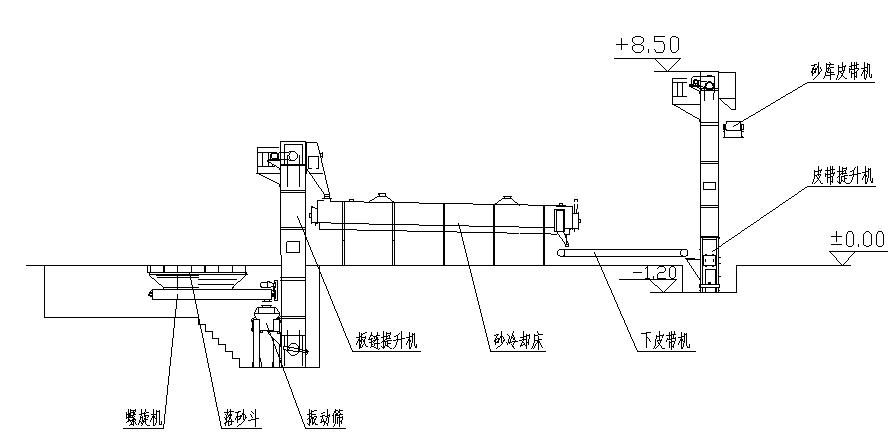
四、V法造型工艺流程
V法铸造工艺布置图
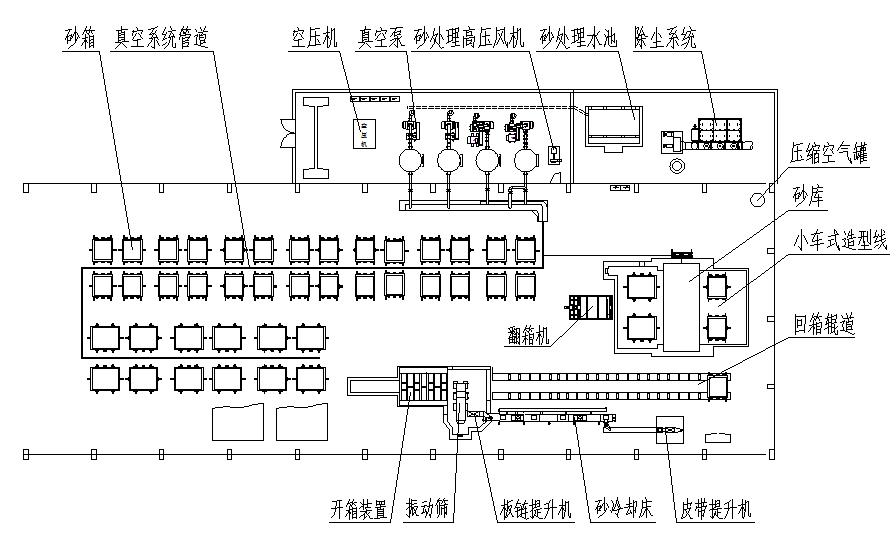
V法铸造造型系统流程图
-

- V法设备介绍
-

- 造型系统布置图



- 2014-04-01 > 热烈祝贺我公司V法造型线机械手自动翻合箱机调试成功
- 2012-05-30 > 我公司网站图片被盗用
- 2012-05-16 > 江阴铸造:用诚信铸就品质 靠创新赢得市场
- 2012-05-15 > 20th冲天炉熔炼工艺实践
- 2012-05-15 > 热烈祝贺我公司新网站建成
- 2012-05-07 > 云贵地方焦在长炉龄冲中炉上的应用
- 2012-05-04 > 延长除尘器布袋寿命的注意事项
- 2012-05-03 > 气箱脉冲布袋除尘器要注意的安全操作规程
- 2012-05-01 > 论水冷无炉衬冷风大双冲天炉熔炼高温优质铁液
- 2012-04-30 > 林格曼黑度
-
 V法铸造设备系列总介绍
V法铸造设备系列总介绍 -
 水循环系统
水循环系统 -
 除尘系统
除尘系统 -
 真空系统
真空系统 -
 砂处理系统
砂处理系统 -
 造型系统
造型系统 -
 V法铸造生产线视频
V法铸造生产线视频 -
 我公司起草制定V法行业标准
我公司起草制定V法行业标准